Установка защиты картера двигателя на Safrane.
Как купил авто –заметил капли масла в районе картера –сначала грешил на прокладку сливной пробки. Но все оказалось не так –поддон двигателя был сильно поцарапан и из одной из царапин потеет масло.

Наглядные примеры на горьком опыте других сафрановодов сподвигли меня на установку защиты. Ставить решил металлическую -что в общем то естественно т.к. пластиковая защищает только от грязи.
До недавнего времени защиту на Safrane выпускала известная Питерская фирма Шериф, но сейчас они сняли ее с производства(звонил на завод). Поиски у других российских производителей тоже не увенчались успехом.
В результате привезли под заказ из Минска защиту поляцкого производства(так мне сказали).

Изготовлена она явно кустарным способом –можно сказать на коленке в гараже, но на безрыбье и рак рыба –будем ставить ее.
В комплекте были два кронштейна, которые необходимо прикрепить к лонжеронам спереди и две закладные пластины с приваренными болтами.

Кронштейны разной длины. Длинный ставится справа, короткий слева.
Для установки кронштейнов необходимо снять бампер и блок фар, а так же приподнять перед машины для доступа к моторному отсеку снизу.

Сначала устанавливаем закладные пластины в овальные технологические отверстия в подрамнике - устанавливаем на них защиту и наживляем гайки.


Под переднюю часть защиты(чтобы не провисала) нужно подставить доску.
Установив защиту на задних креплениях, можно более точно определить(по месту) крепежные отверстия под передние кронштейны т.к. на концах лонжеронов несколько технологических отверстий.
С креплением левого кронштейна все просто –прикручивается в имеющееся на конце лонжерона отверстие.

А вот с правым пришлось повозится.
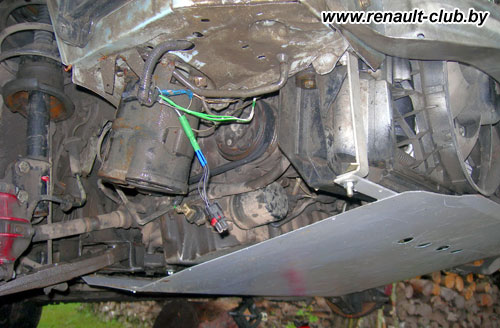
Крепежное отверстие расположено снизу полого лонжерона и закручивать болт крепления проблематично. Я закинул через наиболее подходящее отверстие в лонжероне головку на 12, кое как развернул ее и через отверстие сверху над болтом установил в головку удлинитель.

После закрепления болта, головку вытащил через тоже же отверстие через которое ее засовывал вначале(оно расположено в 30 см от места работ) -использовал проволочную протяжку.

На установленные кронштейны крепим переднюю часть защиты
Несколько советов после некоторого времени эксплуатации
- при креплении передней части защиты болты крепления лучше располагать резьбой вверх. Это защитит резьбу от грязи и торчащим вниз болтом можно зацепиться за тот же бордюр(у меня такое было).
- при первоначальной примерке защиты на авто обратите внимание на каком расстоянии от поддона она проходит. В моем случае расстояние было более 7см –т.е. защита была сильно изогнута –я ее немного разогнул(положил на землю и несколько раз попрыгал по ней). Думаю что оптимальное расстояние до поддона около 2см.
- вынашиваю идею по закреплению на защите (под самим поддоном) куска пористой резины(толщина около 1 см) с целью более мягкого воздействия на поддон в экстремальной ситуации.
Хотелось бы услышать мнение и советы форумчан по поводу данной идеи.




 - велик и могуч русский язык.
- велик и могуч русский язык.
